процесс обратного тока сварки является поверхностным монтажным щитом, его технология более сложна, можно разделить на одностороннюю установку и двухстороннюю установку двух типов.
A односторонний монтаж: предварительное нанесение пасты → наклейка (поделенная на ручные и автоматические накладки машины) → сварка орошением → Проверка и проверка электрооборудования.
B двухстороннее расположение: перед нанесением припоя → наклейка (поделенная на ручные и автоматические накладки машины) → сварка орошением → предварительное оловянное покрытие → размещение (разделение на ручное размещение и автоматическое размещение машин) → сварка орошением → Проверка и проверка электрооборудования.
в обратном течении сварки простой процесс; сетчатое печатание пластыря в обратном направлении, его ядро является точности печати в сети. для пластин, производство определяется машиной \ \ \ 35х39; S ppm. обратноструйная сварка для контроля повышения температуры и температуры. кривая и температура падает.
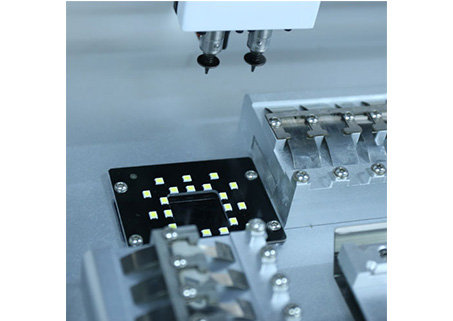
A является незаменимым оборудованием в производственной линии SMT. приварка платы для монтажа элементов. паяльная паста плавится при нагревании, чтобы расплавить блоки кристаллов и пластины платы. затем пластырь охлаждается через печь обратного течения, чтобы охладить вместе отвержденные компоненты и сварные тарелки. печь для обратного тока - это машина, которая сваривает детали на плиту PCB путем обратного нагрева. как работает печь для обратного нагревания? когда PCB входит в зону нагрева, растворители и Газы в флюсе испаряются, а флюс в флюсе увлажняет тарелку, конец элемента и пятку. паста размягчилась, обвалилась и покрыла паяльную тарелку. отделить прокладку и штифт компонентов от кислорода.
C. когда PCB входит в сварочную зону, температура быстро повышается, чтобы сварной паста стала расплавленной. жидкий припой увлажняет паяльную тарелку PCB, концевую часть элемента и пяту, образуя сварную точку.
D.PCB входит в зону охлаждения, точка затвердевания; когда ответная сварка закончена. технология сварки
в PCB
PCB технологии пайки PCB в процессе развития электронной промышленности, можно отметить, что в последние годы наблюдается весьма очевидная тенденция к обратному потоку сварки технологии. в принципе, традиционная вставка деталей также может быть обратная сварка, которая обычно называется рефлюкс - сварка через отверстие. его преимущество заключается в том, что можно одновременно завершить все точки сварки, с тем чтобы снизить себестоимость производства до минимума. температура вваривания элементов SMD
1. скорость нагрева должна быть ограничена 0,5 - 1°С или менее 4°с / с в зависимости от масел и компонентов.
3. Второй градиент температуры находится у входа в зону пик. типичный наклон составляет 3°C / s, время выше линии жидкой фазы занимает 50 - 60s, Пиковая температура - 235 - 245°C.
4. в зонах охлаждения для предотвращения роста кристаллических частиц в сварных точках и предотвращения ликвации требуется быстрое охлаждение сварных точек, но особое внимание следует уделять снижению напряжения. например, максимальная скорость охлаждения керамических плиток составляет от - 2 до - 4°C / s.
 English
English 日本語
日本語 한국어
한국어 français
français Deutsch
Deutsch Español
Español italiano
italiano русский
русский português
português العربية
العربية tiếng việt
tiếng việt